Denne artikkelen vil lære deg hvordan du kan bli smidd kobber og / eller sand støpte messingbeslag og kobber rør, i en oppvarming under 800 grader Fahrenheit benytte en metallisk legering filler (bly, tinn, antimon og / eller sølv). Alle komponenter er allment tilgjengelig i avløp, oppvarming og kjøling forsyning hus, og "store boksen" jernvareforretninger som Home Depot og Lowe-tallet.
Trinn
- 1Innhent kobberrør av passende utvendig diameter og veggtykkelse. Kobberrør som brukes til lodding rør er tilgjengelige i ulike størrelser nominelt, det vil si den utvendige diameteren på slangen er 1/8 "(0,125 inches) større enn oppgitt nominell størrelse. Eksempel: 1" nominell kobberrør måler 1,125 "inches i diameter.
- 2Innse at de fleste, men ikke alle nominelt størrelse kobberrør er tilgjengelig i fire vekter, eller veggtykkelser, avhengig av type og / eller plasseringen av systemet du lager. Her er eksempler:
- Type K... grønt trykk... tyngste veggen, direkte i bakken begravelse, også tilgjengelig 'dead myke "i vanlig ruller.
- Type L... blå printing...commercial / bolig installasjoner.
- Type M... rødt trykk... bolig, letteste veggen brukes for trykksatte systemer.
- Type DWV... gul utskrift... avløp, avfall og vent service, ikke noe press, større slangestørrelser bare, lette beslag tilgjengelige for installasjon, selv om vanlige vekt beslag vil passe.
- Kobberrør ment for nedkjøling tjeneste, dvs. gjennomføring av freon kjølemedier under press, er solgt til er faktisk diameter, ikke nominelt størrelse. Selges renset, nitrogen renset, og avsluttes, i Type K bare, det er rigid og glødet. Det bør settes sammen ved hjelp av fyllstoff som krever oppvarming til over 800 grader Fahrenheit (loddet). B raseringen er ikke gjenstand for denne artikkelen, men samanføyingsteknikkar er like.
- 3Få riktig størrelse og type beslag for systemet du bygger. Smidd beslag har ikke pin hullet lekker problemer som vanligvis finnes i sand støpt fittings. Her er noen typiske typer beslag:
- Mann / Kvinne adaptere, som brukes til å bli en lodding rør til en gjenget rør.
- Reduksjons-stykker, som brukes til å gå fra en større størrelse rør til en mindre størrelse.
- Albuer, som brukes til å slå hjørner, typisk 90 graders sving, men også tilgjengelig i 45 graders bend.
- Tees og kors, anvendes for å forene et gren rør til hoved slangen, ved hjelp av en tee, eller to grener i tilfelle av et kors.
- 4Skaffe passende fyllmateriale, kjent som loddemetall. Finnes i mange typer, for drikkevannsanlegg såkalte blyfri solid kjerne loddetinn må brukes. Det er normalt 95/5 (95% tinn og 5% antimon), eller en legering av tinn og en liten mengde sølv, selges vanligvis i £ 1 ruller på 1/8 "diameter wire. Lodd med bly skal ikke benyttes til drikkevannsanlegg.
- 5Oppsøk loddetinn forandring. Dette er typisk en gelé med et sink-klorid eller kolofonium rengjøring komponent som brukes for å dekke begge flater som skal loddes før montering og oppvarming. Kobberrør bør ikke være loddet med en syre kjerne loddetinn da dette vil korrodere leddet. Flytende og faste flukser er noen ganger brukt. Det er funksjonen av den fluks, ved oppvarming, for å lette ytterligere rensing, for å utelukke atmosfærisk oksygen for å hindre re-oksydasjon, og for å aide i fukting av lodding.
- 6Skaffe en varme-kilde med tilstrekkelig ut-kapasitet til å varme opp den sammensatte massen av montering og slangen til en temperatur over den som kreves for å smelte fyllstoffet loddetinn, typisk 400 til 500 grader Fahrenheit. En propan / luft, eller acetylen / luft lommelykt utstyrt med et tips av passende størrelse er oftest brukt. Elektriske varmekilder, slik som lodding våpen eller strykejern ikke produserer nok varme til å bli med kobberrør effektivt. Ren, tørr bomull filler og en spray flaske full av vann vil fullføre de nødvendige lodding.
- 7Fjern kobberoksid belegg på både utsiden av slangen i området som skal settes inn i koplingen, og innsiden av armaturen i seg selv ved hjelp av sandpapir, smergellerret eller spesielle instrumenter som selges i en butikk for dette formålet. Det kan ikke overvurderes at alle kobberoksid må være omhyggelig fjernet fra begge overflatene til de begge er helt ren, uten smuss, fett, olje eller annen hindring som vil interferere med fukting av loddemetallet. Unnlatelse av å gjennomføre dette viktige trinn vil resultere i en lekkasje felles. Pensle begge flater med flux så snart som mulig etter rengjøring, og montere montering og slangen.
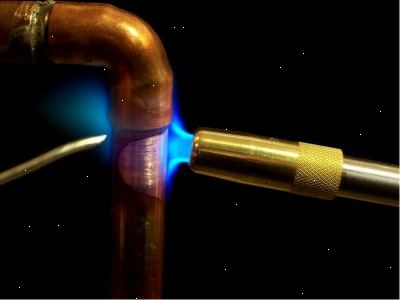
- 8Tenn fakkelen og justere den slik at du har en blå flamme. Beveg enden av den blå flamme mot den sammensatte fitting og slange, som spiller det hele rundt komponentene i området i hvilket loddemetall må plasseres. Med konstant bevegelse til enhver tid, varme langsomt og jevnt (ikke overopphetes) under testing smeltepunktet for loddemetallet ved å berøre spissen av loddetråd til leddet. Så snart loddetinn smelter inn i leddet, flytte den blå flammen litt vekk fra montering og konsentrere den på motsatt side av smeltet loddetinn. Fortsett fôring av små mengder lodde og fakkelen bevegelse til loddetinn har sirklet montering. Ikke overopphetes. Lodd vil synes å kjøre til varmen. Formålet her er å tillate lodding til å fullstendig fylle, ved kapillar-og gravitasjonsfelt handling, blir området mellom beslaget og slangen. På større beslag, konsentrere varmen litt i forkant av den fuktede loddetinn.
- 9Tørk overflødig væske loddetinn fra de varme overflatene med en ren, tørr bomull fille. Spray en tåke av vann på området loddet til fryse loddemetallet og hindrer bevegelse av leddet som ville skape en lekkasje.
- 10Vær sikker på å spyle rørene grundig med rent drikkevann for å fjerne overflødig flux, skitt, eller løse loddetinn perler inne i slangen etter at alle loddet tilkoblinger er fullført. Sjekk for lekkasjer når jobben er gjort.
Tips
- Fullt Sett inn renset, fluxed slangen inn i den rengjøres, fluxed passende å få en sterk felles.
- De fleste problemer påtreffes av nybegynnere ikke grundig rengjøring både overflaten av produksjonsrøret og innsiden av armaturen, og straks dekker både med flussmiddel etter rengjøring.
- Overoppheting av samlet fluxed joint vil tillate re-oksidasjon av overflaten og ikke tillate lodd å følge heller. Konstant fakkelen bevegelse er et must, med temperaturen i riktig område kritisk. Hvis leddet er overopphetet og svertet, demontere og re-clean.
- Enhver liten drypp av vann gjennom leddet som blir loddet vil hindre full adhesjon. Hvis systemet ikke vil ventilene Dryppstoppet, bruker hvitt brød uten skorpen inn i røret så langt som mulig bort fra det oppvarmede område for å midlertidig demning vannstrømmen før raskt lodding. Den hvite brød seg lett blande under spyling drift antydet ved slutten av jobben.
- Se YouTube for video presentasjoner (et bilde er verdt tusen ord).
- Når en bygning inspektør må godkjenne fullført jobben, ansikt farget utskrift på sidene av slangen slik at den lett kan sees av Inspector. Fargen på utskriften viser veggtykkelsen av slangen, og i mange byggeforskrifter veggtykkelse er angitt.
- Systemet må ikke ha positivt trykk innen det samtidig lodding, spesielt på den endelige felles. En lekkasje vil bli skapt av bobler gjennom felles skapt ved å utvide gasser innen den oppvarmede slangen. Lufte systemet før lodding.
- Demontere og fjerne komponenter som inneholder skiver eller pakninger som kan skades under lodding oppvarming. Monter ved ferdigstillelse.
Advarsler
- Brann er en alltid tilstedeværende fare ved bruk av fakler i lukkede rom. Et brannslukningsapparat skal være umiddelbart tilgjengelig før du tenner fakkelen. Hot loddetinn vil gjøre deg blind hvis den er kastet inn i øyet. Bruk vernebriller.
Ting du trenger
- Kobberrør
- Sand støpt eller smidd beslag
- Loddetinn
- Flux med flux børste
- Propan eller acetylenlampe
- Brannslukningsapparat
- Sandpapir
- Tubing kuttere