Denne artikkelen omhandler hovedsakelig med lodding av gjennom-hulls komponenter til trykte kretskort (PCB). Hull-komponenter er de som har ledninger (som betyr ledninger eller faner) som passerer gjennom et hull i platen, og er loddet til puten (et område med galvanoteknisk) rundt hullet. Hullet kan være belagt gjennom eller ikke.
Lodding av andre elektriske artikler som ledninger, kabelsko, har litt forskjellige trinn, men de generelle prinsippene er de samme.
Trinn
- 1Velg riktig komponent. Mange komponenter se like ut, så les etikettene eller sjekk nøye.
- 2Bend fører riktig hvis nødvendig, diskutere stress relief. Fylles...
- 3Clinching fører. Diskuter om å kutte ledningene før eller etter lodding basert på om heatsinking effekt er nødvendig. Fylles...
- 4Smelt en liten blob av lodde på slutten av loddebolt. Dette vil bli brukt til å forbedre overføringen av varme til arbeidet ditt.
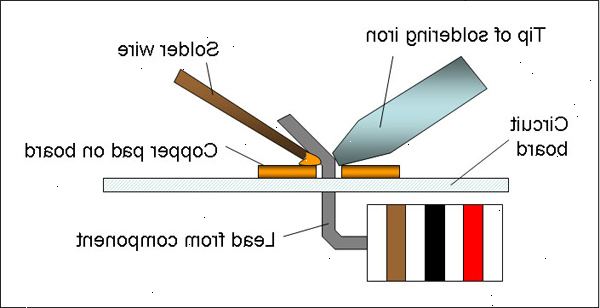
- 5Plasser forsiktig tuppen (med blob) på grensesnittet av bly og pad. Spissen eller blob må berøre både ledelsen og puten. Tuppen / blob bør ikke berøre metalliske pad området av PCB (dvs. glassfiber område) da dette området kan bli skadet av sterk varme. Dette skal nå varme opp arbeidsområdet.
- 6«Fø" loddetinn på grensesnittet mellom puten og bly. Ikke mat loddetinn på spissen! Ledningen og puten bør varmes opp tilstrekkelig til å smelte loddemetallet på den (se foregående trinn). Hvis loddetinn smelter ikke på det området, er den mest sannsynlige årsaken utilstrekkelig varmen har blitt overført til det. Det smeltede loddemetall bør "klynge" til puten og føre sammen ved hjelp av overflatespenningen Dette er ofte referert til som.
- med praksis vil du lære hvordan å varme opp joint mer effektivt med måten du holder jernet på jobb
- fluks fra loddetinn wire er bare aktiv i omtrent ett sekund maksimum etter smelting på felles som det er langsomt "brennes av" av varmen
- loddetinn vil fukte en overflate bare hvis:
- overflaten er tilstrekkelig oppvarmet, og
- det er tilstrekkelig fluks til stede for å fjerne oksidasjon fra overflaten og
- overflaten er ren og fri for fett, smuss etc.
- 7Loddetinn bør av seg selv, "løpe rundt" og fyll i grensesnittet. Slutte å mate loddemetall når den korrekte mengde av loddemetall blitt tilsatt, ble den skjøten. Den riktige mengden av loddemetall bestemmes av:
- for ikke belagt gjennom hullet (ikke-PTH) PCB (de fleste hjemmelaget PCB er av denne typen) - slutte fôring når loddetinn danner en flat filet
- for belagt gjennom hullet (PTH) PCB (de fleste kommersielt produsert PCB) - stopper fôringen når en solid konkav filet kan sees
- for mye loddemetall vil danne en "oppsvulmede" felles med en konveks form
- for lite lodd vil danne et "meget konkav" felles.
Tips
- Mest loddepenner ha utskiftbare tips. Loddebolt tips har en begrenset levetid og som også er tilgjengelig i ulike typer former og størrelser, som passer til en rekke arbeidsplasser.
- Det er lett å skade en komponent med for mye varme. Noen komponenter (dioder, transistorer, etc.) er ganske utsatt for varme skader og må ha en liten aluminium klipp (kjøleribbe) klipset fast til sine kunder på motsatt (ikke loddet) siden av PCB for å unngå å ødelegge komponenten. Bruk en 30 watts jern og praksis lodding raskt for å unngå overoppheting.
- Spissen av en loddebolt en tendens til å sette seg fast med tiden (hvis hyppig brukt), på grunn av oksyder som bygger seg opp mellom kobber spiss og strykejernet hylsen. Belagt tips vanligvis ikke har dette problemet. Hvis kobber spissen ikke er fjernet nå og da, vil den sette seg fast permanent i loddebolt! Det er da ødelagt. Derfor: hver 20-50 eller så timers bruk, når det er kaldt, fjerne spissen og flytte den frem og tilbake og rundt slik at oksid vekter kan komme ut, før du låser den på plass igjen! Nå kan du loddebolt vil vare i mange års bruk!
- Ha for hånden en gummi-pære eller annet sug desolderer (suger opp smeltet loddetinn) eller en spole av avlodding braid (fine kobber mesh som absorberer smeltet loddetinn) i tilfelle rotet deg opp og trenger å koble noe eller fjerne overflødig loddetinn fra en joint.
Advarsler
- Loddepenner er veldig varmt. Ikke berør spissen med huden din. Også alltid bruke et egnet stativ eller holder for å holde spissen opp og ut av arbeidsflaten.
- Solders, spesielt bly-baserte loddetinn, inneholder farlige materialer. Vask hendene etter lodding, og være klar over at elementer som inneholder loddetinn kan kreve spesiell håndtering hvis du kvitter deg med dem.
Ting du trenger
- . En loddebolt loddebolter er vanligvis enten:
- Fast makt - f.eks 25W (små jobber) til 100W (store jobber, tung kabling etc)
- Variabel Temperatur - spisstemperatur kan styres for å passe til størrelsen på jobben
- Tang, nål-nosed tang eller pinsett til å holde komponenten.
- En klemme eller stå å holde styret.
- Flux-cored loddetinn wire.
- Loddetinn legeringer.
- Den vanligste loddetinn legering brukt i elektronikk er Tin-Lead 60/40. Denne legeringen er anbefalt hvis du er ny på lodding, men er farlig.
- Ulike blyfritt legeringer er blitt populært nylig. Disse krever høyere loddetemperaturer og ikke "våt" samt tinn-bly legeringer. Men de er sikrere og kan være mer effektiv. 96.5 Tin / 3.5 Silver er den mest vellykkede og vil produsere en joint med mindre elektrisk motstand enn noen tinn-bly legering.
- Både bly og blyfri formuleringer er tilgjengelig online på steder som solderdirect.com og i din lokale RadioShack / Homedepot butikken
- Flux. Flux er et tilsetningsstoff i loddemetall som forenkler loddeprosessen ved å fjerne og hindre oksidasjon og ved å forbedre fukte-egenskapene til det flytende loddemetall. Det finnes forskjellige typer tilgjengelig for loddetinn wire.
- Rosin er mest brukt av amatører. Etter lodding, etterlater den en brun, klebrig rest som er ikke-korroderende og ikke-ledende, men kan renses om ønsket med et oppløsningsmiddel så som isopropanol (også kalt isopropylalkohol eller IPA). Det finnes ulike grader av Rosin forandring, den mest brukte er "RMA" (Rosin Mildt aktivert).
- Ikke-ren flukser etterlater et klart residuum etter lodding, som er ikke-korroderende og ikke-ledende. Dette flux er laget for å stå på loddeskjøt og omkringliggende områder.
- Vannoppløselige flukser som regel har en høyere aktivitet (dvs. er mer aggressiv) som etterlater en rest som må rengjøres med vann. Resten er, og kan også skade styret eller komponenter hvis ikke renset riktig etter bruk.
- Loddetinn legeringer.